2019. szeptember 15., vasárnap
Bliszter-stanc
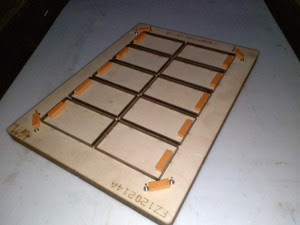
Ismét készítettük egy gyógyszerek blisztercsomagolásának darabolására szolgáló szerkezetet.
A készülék a már jól bevált Paperfox EVV-3 Papír élvédő vágó készülék átalakításával készült.
A gépek kiegészítettük egy a bliszterhez illeszkedő illesztékkel ellátott vágólappal, amely csavarokkal beállítható pozícióban helyezhető a prés alá.
Papírlyukasztó átmenő szerszámmal
Többféle stancprést is készítünk, de az azokban alkalmazott stancléniákból készült stancszerszám nem mindig alkalmas nagyobb volumenű, szívósabb anyagokkal történő munkavégzésre.
A fenti videón látható szerkezet olyan stancszerszámmal készült, amely az ellendarabjának a nyílásán áthalad. Reményeink szerint a szerkezet hosszabb élettartamú lesz, mint egy hagyományos stancszerszám.
A fenti videón látható szerkezet olyan stancszerszámmal készült, amely az ellendarabjának a nyílásán áthalad. Reményeink szerint a szerkezet hosszabb élettartamú lesz, mint egy hagyományos stancszerszám.
Pozícionálási megoldások hengerstanc gépeken
Ragasszon karton csíkokat a szerszámtestre ragasztott szivacsos anyagra

A legegyszerűbb megoldás, ha a szerszámtestre szivacsos anyagot ragaszt, majd arra pozícionáló kartoncsíkokat, a fenti ábra szerint.
Sajnos a habszivacs az ívek oldalirányú elmozdulását nem akadályozza meg, így a megoldás pontossága korlátozott.
Ezen a videón mutatjuk be ezt az eljárást: https://youtu.be/kb2NERpQv7A
Pozícionáló csapok
A szerszámtestbe épített, rugós pozícionáló csapok kiküszöbölik az illesztékek oldalirányú elmozdulásából adódó hibát.

A hengerstanc le tudja nyomni a rugós illesztékeket és a rugó visszaállítja azokat az eredeti helyzetükbe. Egy ív pontos illesztéséhez nyolc csap használata javasolt.


A hengerstanc le tudja nyomni a rugós illesztékeket és a rugó visszaállítja azokat az eredeti helyzetükbe. Egy ív pontos illesztéséhez nyolc csap használata javasolt.
Az illesztőcsapok használatát ezen a videón láthatja: https://youtu.be/cioDSYwkv8g
Pozícionálás rugóacél csíkokkal
Ha nincs kéznél rugós pozícionáló csap, akkor rugóacél szalagokkal is megoldhatja a feladatot, az alábbi ábra és videó szerint.



Rögzítsen a szerszámtesthez zsanérral átlátszó műanyag lapot és az azon készített illesztőjelekhez pozícionálja az íveket. Az ábrán mi a műanyaglapot a hengerstanccal a stancszerszámnak nyomtuk és az azon hagyott nyomhoz illesztettük az ívet. (Szükség esetén a stancolási nyomokat filctollal megerősítheti) Az ív pozícionálása után az átlátszó lap felhajtható és a vágólap ráhelyezését követően indulhat a stancfolyamat. Ez a megoldás akkor is jól alkalmazható, ha a nyomat helyzete az íveken változó, vagy ha az ívek széléhez egyéb okból nem lehet illeszteni.
Felhjtható asztallap

A hengerstanc asztalára zsanérral egy felhajtható lapot szereltünk, és arra rögzítettük a stancszerszámot. Az alsó lapra került a vágólap, amire ragasztottuk az illesztékeket.
Ez a megoldás sajnos nagyon megnöveli a stancolás erőszükségletét, ezért keményebb anyagoknál, nagyobb, bonyolultabb szerszámoknál nem javasolt.
Az alábbi archív videón tekintheti meg, amint éppen így stancolok:
Átlátszó stancszerszám

Készítünk átlátszó stancszerszámokat is, melyekkel a stancolandó ívek mintájához illesztve stancolhat. Hasznos ez a megoldás akkor is, ha az ívek nagyok és a szerszám kicsi.
Az alábbi videón egy kézi stancpréssel stancolok, de a hengerstancokon is hasonlóan történik ez a folyamat:
Pozícionálás lézerrel

Az íveket a rájuk vetített "+" jelekhez pozícionáljuk.
Az alábbi videón több pozícionálási módot is bemutatok:
https://youtu.be/zR-gSDOhi-k
https://youtu.be/zR-gSDOhi-k
2019. március 3., vasárnap
Hogyan készíthet lyukat z ívek közepére a Paperfox KB-32 stancpréssel?
A Paperfox KB-32 egy igazán sokoldalú eszköz, amely eredetileg egy euro-lyuk szerszámmal van felszerelve.
Ha ezt a szerszámot egy másik szerszámmal helyettesítheti, és még speciális lyukakat is készíthet.
Ha a bígelő szerszámot cseréli ki egy stancszerszámra, akkor akár nagyobb lapok közepén is készíthet alakos lyukakat, kivágásokat.
Ha ezt a szerszámot egy másik szerszámmal helyettesítheti, és még speciális lyukakat is készíthet.
Ha a bígelő szerszámot cseréli ki egy stancszerszámra, akkor akár nagyobb lapok közepén is készíthet alakos lyukakat, kivágásokat.
2019. január 23., szerda
Miért nem pontosan 90 fok a nyílásszöge a saroklekerekítő késeknek?
 |
| Paperfox S-3 saroklekerekítő |
A saroklekerekítés egy igen kényes művelet, mert a legkisebb pontatlanság is jól látható hibát eredményez.
 |
| Saroklekerektő kés S-3 saroklekerekítőhöz |
Ideális esetben az ívek sarka egy 90 fokos nyílásszögű lekerekítő késsel is elvégezhető lenne, sőt elvileg akár egy negyedkör-profillal is lekerekíthetnénk a sarkokat.
 |
| Saroklekerekítő szerszámok MP-1 préshez |
Sajnos a gyakorlatban nem ez a profil eredményezi a legjobb lekerekítést, mert:
- A lekerekítendő ívek sarkai nem pontosan derékszögűek, sőt a sarkak szöge sem teljesen egyforma
- A saroklekerekítő oldalillesztékeinek beállítása sem tökéletes, a lekerekítés nem pontosan illeszkedik az ív sarkához
- A papírköteg egyes ívei sem pontosan illeszkednek egymáshoz, ami szintén némi pontatlanságot okoz
Az alábbi ábrán az látható, hogy hogyan kerekít le a kés, ha a nyílásszöge egyenlő/nagyobb/kisebb mint a lekerekítendő ívek sarkának szöge.

Az első oszlopban az látható, hogy hogyan viselkedne egy tökéletesen derékszögű kés egy tökéletesen derékszögű sarok lekerekítésekor tökéletesen pontos beállítás mellett. (Tökéletesen.)
A második oszlopban egy olyan kés látható melynek nyílásszöge (95 fok) kissé nagyobb a papír sarkának nyílásszögénél. Bár az eredmény nem tökéletes, a hiba alíg látható, sőt még némi beállítási pontatlanság esetén sem jelentős a hiba.
A harmadik és negyedik oszlopban egy olyan kés látható melynek nyílásszöge (85 fok) kissé kisebb a papír sarkának nyílásszögénél. Ekkor a kés vagy nem vágja le teljesen a sarkot, vagy a kés éle belevág a papírba. Már a legkisebb pontatlanság is jól látható, durva hibát eredményez.
Ezért célszerű a lekerekítő kések nyílásszögét 90 foknál kissé nagyobbra választani.
Hasonló a helyzet a saroklekerekítő készülékek oldalillesztékeinél is. Ha az oldalillesztékek nyílásszöge kissé nagyobb a papír sarkának szögénél, az jóval kevésbé látható hibát eredményez, mintha kisebb lenne.
Feliratkozás:
Bejegyzések (Atom)
